Stripwound
metal
hoses
come
in
many
configurations.
These
tools
can
help
ensure
you
select
the
right
stripwound
metal
hose
for
your
application.
Care
should
be
taken
when
specifying
a
stripwound
hose
assembly.
Each
of
the
components
can
have
a
dramatic
effect
on
the
assembly’s
performance.
In
addition
to
carefully
selecting
components,
the
way
they
are
assembled
is
also
very
important.
Hose
Master
has
developed
fabrication
techniques
that
help
maximize
the
assembly’s
performance.
Two
of
these
techniques
are
square
cutting
the
hose
ends
and
welding
on
the
inside
of
the
fittings.
The
stripwound
profile
is
helical.
When
it
is
cut
by
traditional
methods,
the
hose
end
will
also
be
helical.
This
creates
a
gap
between
the
fitting
and
the
end
of
the
hose.
This
gap
can
cause
the
fittings
to
separate
from
the
hose
during
use.
Square
cutting
ensures
that
the
hose
end
and
the
fitting
are
flush,
leaving
no
gaps.
If
the
fittings
are
welded
on
the
hose,
welding
the
inside
provides
for
a
smooth
transition
between
hose
and
fittings,
preventing
product
from
becoming
damaged.
Specifying
a
Stripwound
Hose
Assembly:
Designing
a
stripwound
hose
assembly
requires
the
determination
of
five
factors:
-
Hose (type,
alloy,
and
size)
-
End
fittings (type,
alloy,
and
size
for
each
end)
-
Assembly
length
-
Fabrication
options
-
Accessories
If
these
factors
have
been
determined,
a
fabricator
will
be
able
to
make
the
assembly.
If
not,
these
questions
may
be
answered
by
proceeding
to
the
next
section.
Analyzing
an
Application:
To
properly
design
a
metal
hose
assembly
for
a
particular
application,
the
following
design
parameters
must
be
determined.
To
help
remember
them,
they
have
been
arranged
to
form
the
acronym
“S.T.A.M.P.E.D.”
-
Size –
The
diameter
of
the
connections
in
which
the
assembly
will
be
installed
is
needed
to
provide
a
proper
fit.
This
information
is
required.
-
Temperature –
As
the
temperature
to
which
the
assembly
is
exposed
(internally
and
externally)
increases,
the
strength
of
the
assembly’s
components
decreases.
If
you
do
not
provide
this
information
it
will
be
assumed
that
the
temperatures
are
70
deg
F.
-
Application –
This
refers
to
the
configuration
in
which
the
assembly
is
installed.
This
includes
the
dimensions
into
which
the
assembly
must
fit
as
well
as
the
details
of
any
movement
that
the
assembly
will
experience.
This
is
required
since
you
cannot
determine
the
proper
length
or
proper
hose
type
without
it.
-
Media –
Identify
all
chemicals
to
which
the
assembly
will
be
exposed,
both
internally
and
externally.
This
is
important
since
you
must
be
sure
that
the
assembly’s
components
are
chemically
compatible
with
the
media.
If
no
media
is
given,
it
will
be
assumed
that
both
the
media
and
environment
are
compatible
with
all
of
the
available
materials
for
each
component.
-
Pressure –
Identify
the
internal
pressure
to
which
the
assembly
will
be
exposed.
Stripwound
metal
hose,
by
the
nature
of
its
construction,
is
not
pressure
tight.
However,
pressure
and
media
infiltration
through
the
stripwound
wall
can
be
minimized
by
the
insertion
of
one
of
a
variety
of
packings
into
the
wall
during
hose
manufacturing.
If
no
pressure
is
given
it
will
be
assumed
that
there
is
no
pressure.
-
End
Fittings –
Identify
the
necessary
fittings.
This
is
required
since
fittings
for
the
assembly
must
be
chosen
to
properly
fit
the
mating
connections.
-
Dynamics –
Identify
the
velocity
at
which
the
media
will
flow
through
the
assembly.
Extremely
high
flow
or
abrasive
media
can
cause
premature
failure.
If
no
velocity
is
given,
it
will
be
assumed
that
the
velocity
is
not
fast
enough
to
affect
the
assembly’s
performance.
Hose
Master
places
emphasis
on
continual
improvements
within
our
manufacturing
processes,
product
offering
and
services.
Hose
Master
reserves
the
right
to
make
changes
without
further
notice
to
any
products
contained
herein.
Stripwound
metal
hose
is
a
rugged
product
made
from
a
strip
of
steel
that
is
profiled
and
continuously
wound
around
a
mandrel
to
form
a
hose.
Hose
Master’s
proprietary
manufacturing
process
yields
an
extremely
consistent
and
balanced
profile
that
maximizes
strength
and
flexibility.
Stripwound
hose
is
used
as
a
guard,
exhaust
hose,
and
for
the
transfer
of
dry
bulk
materials.
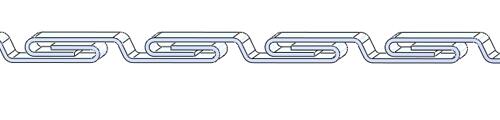
Types of Stripwound Metal Hose Products
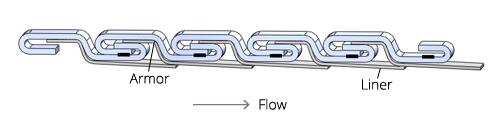
Roughbore Interlocked
The strip is formed with legs that interlock to form a hose that is flexible and ideally suited for conveying dry bulk materials, gas exhaust, or used as a protective cover.
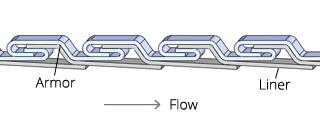
Smoothbore Interlocked
Designed to reduce damage to delicate materials, another steel strip is added inside a roughbore hose to provide a smooth interior surface. Smoothbore hose is also flexible and used for dry bulk conveying.
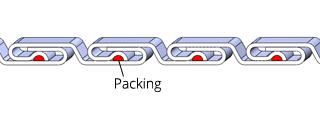
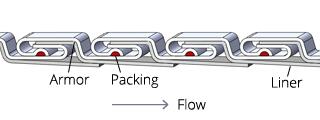
Packed Interlocked
Packing may be added to interlocked hose to minimize leakage through the hose profile.The most effective packings are made from resilient materials such as elastomers and, to a lesser extent, cotton. Harder materials (stainless steel and copper) are also available if requested.
Roughbore
Smoothbore
Torque-Resistant Interlocked
Designed for torque resistance and enhanced sealability, this product resists twisting, unwinding, and strip flare-up after cutting. Torque-resistant hose is manufactured in either roughbore or smoothbore constructions.
Roughbore
.jpg)
Smoothbore
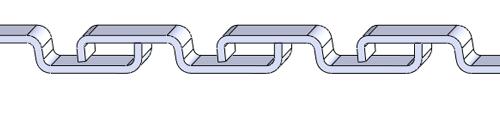
Floppy Interlocked
Designed to offer flexibility, strength, and crush-resistance, this product is used for casing or armor of small diameter hose and electrical cables.
Floppy Squarelocked
The strip is formed into square shapes that are locked together. Squarelocked is flexible and is primarily used as a protective covering for wires, fiber optic cables, and other hoses.
Now that you know more about the options, browse our online selection of stripwound metal hoses.
Hose Master places emphasis on continual improvements within our manufacturing processes, product offering and services. Hose Master reserves the right to make changes without further notice to any products contained herein.
Selecting
the
proper
fittings
for
an
application
is
largely
determined
by
the
mating
fittings
to
which
the
hose
assembly
will
be
attached.
Once
the
mating
fittings
have
been
identified,
the
hose
fittings
should
complement
the
mating
fittings
in
type,
size
and
alloy.
Even
though
the
selection
of
hose
fittings
is
determined
by
the
mating
fittings,
it
is
a
good
idea
to
confirm
that
the
fittings
used
in
the
application
are
appropriate
for
the
application
and
any
necessary
changes
made.
Ensure
that
the
fittings
are
chemically
compatible
with
and
are
able
to
withstand
the
conditions
in
which
the
hose
is
installed
and
in
which
it
will
be
used.
The
following
show
commonly
used
fittings
for
stripwound
metal
hose
assemblies.
Please contact Hose
Master’s
Customer
Service
Department
for
end
connections
that
are
not
listed.
-
Male Pipe Nipple
- Alloys – T304 and T316 Stainless Steel, Carbon Steel, Aluminum
- Sizes – 1 1/2″ thru 8″
- Schedules – 40, 80
-
Grooved-End Fitting
- Alloys – T304 and T316 Stainless Steel, Carbon Steel
- Sizes – 1 1/2″ thru 8″
-
Slip-on Flange
- Alloys – T304 and T316 Stainless Steel, Carbon Steel
- Sizes – 1 1/2″ thru 12″
- Class – 150#, 300#
-
Plate Flange
- Alloys – T304 and T316 Stainless Steel, Carbon Steel
- Sizes – 1 1/2″ thru 14″
- Class – 150#
-
C Stub with Floating Flange
- Alloys – T304 and T316 Stainless Steel
- Sizes – 1 1/2″ thru 10″
- Schedule – 10
-
Part A and Part D (Cam-Lock)
- Alloys – T316 Stainless Steel, Carbon Steel, Aluminum
- Sizes – 1 1/2″ thru 8″
-
Tube End
- Alloys – T304 and T316 Stainless Steel, Carbon Steel
- Sizes – 1 1/2″ thru 8″
- Wall Thickness – Various
-
Reducer
- Alloys – T304 and T316 Stainless Steel, Carbon Steel
- Sizes – 1 1/2″ thru 6″
- Schedule – 10, 40 (Carbon Steel)
-
Beveled Pipe End
- Alloys – T304 and T316 Stainless Steel, Carbon Steel, Aluminum
- Sizes – 1 1/2″ thru 8″
- Schedules – Various
-
NPSM Female or Male
- Alloy – T304 Stainless Steel
- Sizes – 4″ thru 6″
-
Tar and Asphalt Male and Female
- Alloys – Malleable Iron
- Sizes – 1 1/2″ thru 4″
-
Compensator
- Alloys – Urethane
- Sizes – 3″ thru 6″
Hose Master places emphasis on continual improvements within our manufacturing processes, product offering and services. Hose Master reserves the right to make changes without further notice to any products contained herein.
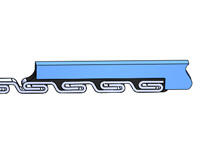
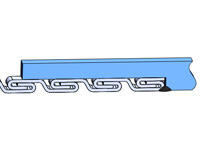
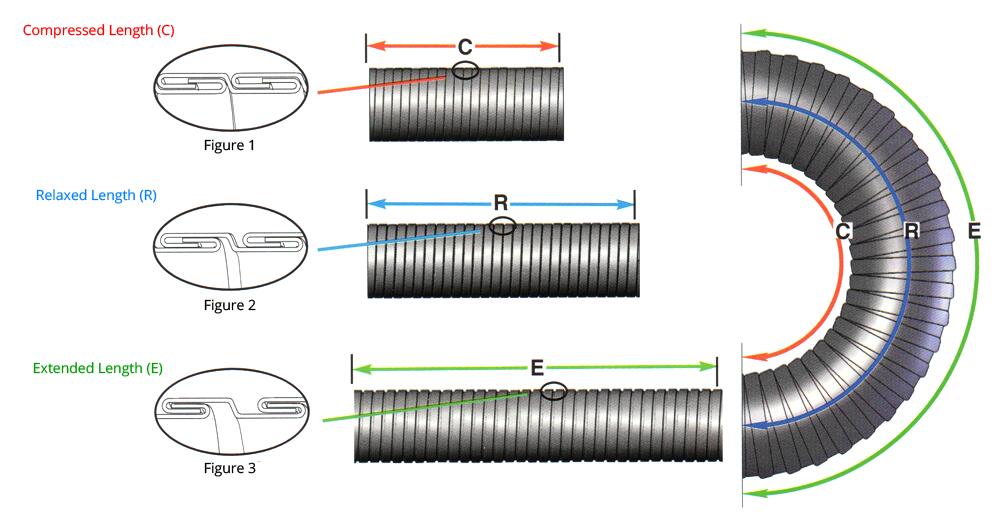
Various
States
of
Hose
Length
Interlocked
metal
hose
can
be
Compressed
(Figure
1)
and
Extended
(Figure
3),
and
it
is
this
ability
that
allows
the
hose
to
bend.
The
Relaxed
Length
(R)
is
defined
as
the
average
between
the
Extended
Length
(E)
and
the
Compressed
Length
(C)
of
the
hose
(Figure
2),
and
is
calculated
as R=1/2
(C+E).
When
interlocked
hose
is
bent
as
far
as
it
can
go,
the
outside
surface
of
the
hose
is
in
the
Extended
state,
while
the
inside
surface
is
in
the
Compressed
state.
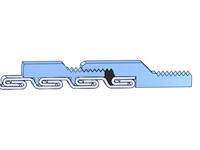
Measuring
Various
Hose
States
The
Relaxation
Factor
is
defined
as
Extended
Length
(E)
divided
by
Relaxed
Length
(R)
and
is
used
to
facilitate
ordering
interlocked
hose.
Hose
Master
can
provide
the
Relaxation
Factor
for
each
of
our
interlocked
hose
products.
Interlocked
metal
hose
is
generally
priced
and
defined
in
its
extended
state.
Frequently,
the
hose
designer
thinks
in
terms
of
the
relaxed
state.
This
is
especially
true
when
using
smoothbore
hose,
packed
hose,
and
calculating
assembly
length.
In
these
cases,
the
purchaser
must
define
the
state
(relaxed)
when
placing
an
order,
OR
multiply
the
desired
(relaxed)
length
by
its
Relaxation
Factor
to
order
it
as
an
extended
length.
Example: For
a
hose
with
a
relaxation
factor
of
1.12
To
obtain
a
20-foot
relaxed
length
of
hose,
it
can
be
ordered
as
22.4
feet
of
extended
product
(20’
x
1.12).
Additionally,
if
this
extended
length
of
hose
weighs
3
lbs.
per
foot,
and
costs
$4.00
per
foot,
then
in
the
relaxed
state
it
will
weigh
3.36
lbs.
per
foot
(3
lbs.
per
foot
x
1.12)
and
it
will
cost
$4.48
per
foot
($4.00
per
foot
x
1.12).
Hose
Master
places
emphasis
on
continual
improvements
within
our
manufacturing
processes,
product
offering
and
services.
Hose
Master
reserves
the
right
to
make
changes
without
further
notice
to
any
products
contained
herein.
Fabrication
Options
Interlocked
metal
hose
is
used
in
a
variety
of
applications.
Just
as
the
hose,
fittings,
and
other
assembly
parts
must
be
tailored
to
suit
the
demands
of
the
service,
so
must
the
methods
of
joining
these
components.
Hose
Master
has
developed
specialized
fabrication
procedures
to
assure
the
integrity
and
serviceability
of
metal
hose
assemblies
in
even
the
most
extreme
applications.
The
following
page
identifies
each
of
these
methods
and
gives
a
brief
explanation
under
what
circumstances
each
should
be
considered.
Epoxy
Fittings may be attached to interlocked hose using a 2-part epoxy. An epoxied fitting-to-hose connection, made with properly prepared fittings, can be as strong or stronger than the hose itself at service temperatures up to 200°F. Epoxy is recommended for packed interlocked hose to avoid damaging the packing material. Epoxy also affords a convenient method for field attachment of a variety of fittings to interlocked hose.
Welding/Brazing
Welding provides the strongest possible connection between the hose and fittings. Whenever possible, the weld is made on the interior, or I.D., hose-to-fitting joint in order to provide a smooth surface over which the media flows. Welding is generally not recommended for packed interlocked hose, as the packing may be damaged by the high welding temperature.
I.D./O.D.
If the fittings are welded to the hose, welding the I.D. provides for a smooth transition between hose and fittings, preventing product from becoming damaged. Also, welding the O.D. of the fitting prevents exterior contamination from entering the crevice while providing additional strength.
Mechanical Attachment
Certain high temperature applications requiring interlock hose, particularly Tar and Asphalt service, require a fitting that actually threads and locks onto the hose corrugations. A high temperature packing is used to seal against leakage. These fittings are leak tight up to 400°F and are easily field attached.
Hose Master places emphasis on continual improvements within our manufacturing processes, product offering and services. Hose Master reserves the right to make changes without further notice to any products contained herein.

Stripwound
hose
assemblies
often
require
special
accessories
or
components.
Accessories
may
be
used
to
improve
performance
or
to
make
the
assembly
easier
to
use.
The
following
pages
list
some
common
accessories
along
with
a
brief
explanation
of
the
benefits
each
accessory
offers.
This
is
not
an
exhaustive
list
of
all
possible
accessories.
Please
contact
Hose
Master’s
Customer
Service
Department
if
you
would
like
an
accessory
not
listed.
Lay Line
A straight, painted line can be applied to interlocked hose along its entire length. This lay line serves to give clear warning to the user if the hose is being potentially damaged from torque or twisting in service. Monitoring torsion or twisting of the assembly can significantly increase the service life of the hose.
Flow Arrows
Smoothbore interlocked hose is unidirectional in that the overlapping liner strip affords a smooth surface in one direction. Media flow in the opposite direction can easily cause damage to both the hose and to abrasion sensitive media, such as plastic pellets. Flow arrows are painted on all smoothbore hose to indicate the correct flow direction. In specific high-velocity applications, the flow direction can also become a factor in roughbore interlock hose. Flow arrows can be provided on roughbore hose upon customer request.
Square Cutting
If the hose service requires a smooth transition from the hose to the fittings, the end of the hose must fit flush against the fitting shoulder. The only way to provide this kind of fit between hose and fitting is to square cut the end of the hose.
Braid
For higher than normal working pressures, or for critical safety situations, a stainless steel braid can be installed and welded over a stripwound hose assembly. The braid serves to prevent the hose from overextending and damaging the hose wall.
Tagging
A variety of tags and identifications can be affixed to assemblies. These include cardboard, plastic, and metal tags. Serial numbers, application information, assembly performance capabilities, and other customer specific information can be provided either on tags or permanently engraved onto one or both braid collars.
Certifications
Standard written certifications for materials or inspections can be supplied for corrugated hose or assemblies. Certifications of conformance to specific customer requirements such as military certifications are also available.
Hose Master places emphasis on continual improvements within our manufacturing processes, product offering and services. Hose Master reserves the right to make changes without further notice to any products contained herein.